

主题:汽车装配知识大普及!爱车需要的尽在华美!

- 发表于2013-08-16

5、装配的种类
汽车产品结构比较复杂,通常生产批量较大,为保证装配质量,提高劳动生产率,根据产品的结构特点,从装配工艺角度将其分解为可单独组织装配的单元,以便合理地安排人员、设备和工作地点,组织平行、流水作业。故装配可以分为部装(分装)和总装(含内外装饰),其成品分别称为分总成、总成和整车。
(1)装配生产组织形式
对于整车和可以单独组织装配型总成(例如发动机)其装配生产组织,可以分为固定式装配和流水式装配两大类。装配对象地基础件安放在固定工位上,工人将零件和总成按次序逐一安装,最后形成成品地装配方式,称为固定式装配。
成品随输送装置在多工位生产线上按装配顺序由一个工位向另一个工位移动,在每个工位按工艺规程完成一定地装配工序,最后完成整个产品地装配形式,称为流水式装配。这种生产组织形式将整车各个零部件上线和装配动作划分为一个个工序,每个工位完成若干个工序内容,每个工人只需熟悉某个或某几个工序即线操作,各工位配以必要地设备和工具,可大幅度提高劳动生产率,且保证质量。根据产品及其生产批量不同地需要,产品在生产线上地移动可以是自由地,也可以是强制地。
1)、自由流水方式
产品的工序间移动没有严格的时间要求,生产的节拍不在单一产品上体现,使生产具有一定的柔韧,这种方式主要用于小型部件或总成装配,适用于多品种成批生产。
2)、强制流水方式
产品的工序间移动以某种形式的机械化输送装置来实现,有严格的节拍要求,工人必须在规定的节拍时间内完成规定的全部装配工序。这种方式适用于大批量生产,在目前汽车装配生产中应用最广。强制流水方式分为间隙式移动和连续式移动两种。
3)、强制间隙式流水装配
即产品在输送装置上完成周期性移动后,工人在该工位上对每个产品完成同一装配工序,而后产品按节拍要求进行下一个周期的移动。
4)、强制连续式流水装配
即产品按严格的生产节拍在输送装置上连续缓慢移动,工人在固定的区域范围内,按节拍时间要求完成规定的装配工序。此时产品的移动时间重叠在作业时间内,每道工序的工时安排必须等于或略少于节拍时间,生产线才能正常运行,这种方式是大批量生产的汽车总装车间常用的生产组织形式。 浙江吉利汽车有限公司总装厂的装配流水线是强制连续式流水装配。
- 发表于2013-08-16

6、装配过程
一个完整的装配过程包括装配前的准备、装配及装配后调整、检查、试验三个阶段。
(1)、装前准备
1)工艺准备
要求:
①能读懂本岗位工序汽车装调工艺卡和作业指导书;
②能读懂本岗位工序的工艺附图;
③能读懂汽车零件编号。
2)技术准备
要求:操作者具备一定的装配能力和技巧,例如一般情况下,
M8
以下螺栓或自攻螺钉能用风动工具直接打进,打进的过程中不能损伤螺栓或螺母的螺纹,而且能控制到一定的力度,不能打不紧或过紧甚至将螺栓损坏。
3)工具
工装设备准备要求:①能选用本岗位工序所用工具;②在多种产品混流装配时,能根据
装配要求选用调整工具、工装;③具有操作所使用设备的能力。
4)零件准备:
对于所装零件(总成)装配前都要进行认真的质量检查,有质量问题的零件总成 不能装配。
5)清洁工作:
装配之前要保持四洁。①场地清洁:无杂物、油污。②压缩空气清洁:空气中无 水分或过量的油雾。③零件(总成)清洁:表面没有包装物、灰尘或油污。④手套清洁:保证不会因为手套的不洁造成污染零件(总成)的表面。
(2)、装配
1)按工艺工序装配:当车身或移工车进入本工位区域后开始装配,不准越工位装配,更不准影响上一工序人员的装配。
2)装配前的要求:
①一般情况下尽可能的直接进行装配,如果条件不允许时,将零件(总成) 移动位置时需轻拿轻放,不能产生磕碰划伤。
②如需进入车身内装配,应准备一垫子放在操作者与车身接触之间,防止划伤或污染车身。
③如需与车身外表面接触装配,应检查车衣是否粘贴悬挂良好,如没有粘挂好,应将车衣粘挂好后再进行装配。
3)装配过程中:
①按工艺操作不能用认为的思想代替工艺,如果有新的看法,应与工艺人员提前进行交流。
②一般情况下,用左手持件,右手拿风动(电动)工具紧固螺丝,对于较大型件需平面紧固的,一般为右上角的孔为定位孔,先紧固;左上角的孔为横向长孔,次紧固;右下角的孔为竖向长孔,第三紧固;左下角的孔为大圆孔,最后紧固。按照这样的方法
装配即符合以右手为主的操作方法,又符合设计者的思想,方便装配。
③装配过程中,不能顾此失彼,即不能造成车体或其它件的磕碰损伤,又不能改变其它零部件的相对位置或者影响其性能。
4)对有扭矩要求的螺栓(螺母)的装配
在工艺卡中对于一些比较重要的螺栓(螺母)均提出了不同值的扭矩要求。对于这些螺栓(螺母),不能随意的紧固,要用风动工具先预紧到趋近于扭矩要求的下限值时,再用扭矩去紧固,直至达到规定值后结束紧固,用扭矩紧固时,如发现超过规定扭矩值时,应先将螺栓(螺母)松动,然后再紧固,最后在紧固扭矩合格的螺栓(螺母)上做出标记。
5)装配后检查调试
无论是部件还是总成件,装配后都应进行检查试验,因为只有通过检验试验才能证明装配是否符合工艺要求。检查范围包括:
①所装配的零部件均已完成,没有漏装现象。
②检查所装配零件与零件的接触面是否贴附,弹簧垫圈是否紧平,有扭矩要求的螺栓
(螺母)的扭矩值是否符合要求等。对于紧固后符合要求的螺栓(螺母)应作出标记。③对于活动件或电动件,应将其进行活动试验或通电检测,看是否符合使用要求。例如加注制动液后应踩制动踏板进行试验检查其制动踏板是否够一定的高度或气路中是否还存在剩余空气。
6) 不能在车身上有遗留物:
装配后应将工具等一概用具拿出车身,不能在车身上留有任何物品, 更不能将车身当作垃圾箱使用,将包装等物品扔在车身上随车拉走。
7) 建立起整体观念
汽车是我们共同的产品,无论哪一部分出现问题都会影响整车的销售,因 此在我们装配过程中不仅自己要装配好,还要在装配过程中观察其它零部件的装配有无问题,如果发现问题,能修正的给予修正,不能修正的应向有关人员反应或在随车文件上做出记录。只有这样才能装出好车。
- 发表于2013-08-16

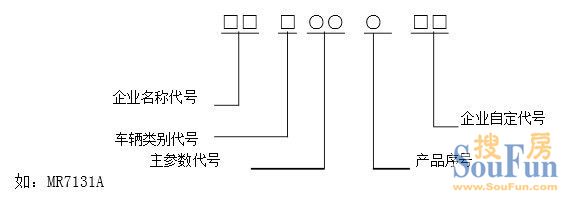
汽车产品型号编制规则
1、术语
⑴、汽车的产品型号:
为了识别车辆而给一种车辆指定的一组汉语拼音字母和阿拉伯数字组成的编号。为了避免与数字混淆,不应采用汉语拼音字母中的“I”和“O”。
⑵、企业名称代号:识别车辆制造企业的代号。
⑶、车辆类别代号:表明车辆所属分类的代号。
⑷、主参数代号:表明车辆主要特征的代号。
⑸、产品序号:表示一个企业的类别代号和主参数代号相同的车辆的投产顺序号。
⑹、企业自定代号:企业按需要自行的规定的补充代号。
⑺、专用汽车分类代号:识别专用汽车的结构类别和用途的代号。
2、汽车产品型号的构成
汽车的产品型号由企业名称代号、车辆类别代号,主参数代号、产品序号组成。对于专用汽
车及专用半挂车还应增加专用汽车分类代号。
- 发表于2013-08-16
(十)道路车辆
车辆识别代号(VIN)内容与构成
车辆识别代号共有17位代码(字母均为大写,其中I、O及Q不能使用),由三部分组成。第一部分是制造厂识别代号(WMI),应符合GB/T16737-1997的规定;第二部分是车辆
说明部分(VDS),第三部分是车辆指示(VIS)。内容规定如下:

①:地理区域
②:国别
③:制造厂
④:车辆特征代码
⑤:检验位
⑥:年份
⑦:装配厂
⑧生产顺序号:
备注:其中第1到第3位是第一部分,即制造厂识别代号(WMI),第4到第9位是第二部分,即车辆说明部分,第10到第1位是第三部分,即车辆指示部分。
1、定义
1) 车辆识别代号(VIN):制造厂为了识别而给一辆车指定的一组字码。
2) 制造厂识别代号(WMI):是VIN代号的第一部分,用以标示车辆的制造厂。当此代号被 指定给某个车辆制造厂时,就能使该厂的识别标志,在与VIN代号的其余部分一起使用时,足以保证30年之内在范围内制造的车辆的VIN代号具有唯一性。
3) 车辆说明部分(VDS):是VIN代号的第二部分,它提供说明车辆一般特征的资料。
4) 车辆指示部分(VIS):是VIN代号的最后部分,制造厂为了区别不同车辆而指定的一组代码, 这组字码连同VDS部分一起,足可以保证每个制造厂在30年之内生产的每辆车辆的识别代号具有唯一性。
5) 制造厂:是指负责某种车辆经过装配工序而成为即可使用的产品的个人、厂商或公司。制造 厂对VIN代号的唯一性负责。
6) 年份:是指制造车辆的历法年份,或制造厂决定的年型年份。
7) 分隔符:是一种可用以区分VIN代号的各个部分或用以规定VIN代号的界线(开始或终止) 的符号、字码或实际界限。分隔符不能与阿拉伯数字或罗马字母混淆。
- 发表于2013-08-16

1、要求
1)VIN的基本内容
VIN应包括三个部分:第一,制造厂识别代号(WMI)。第二,车辆说明部分(VDS)。第三,车辆指示部分(VIS)。
2)制造厂识别代号(WMI)此代号应是VIN代号的第一部分,根据GB/T 16737规定应包括三位字码,且是由制造厂以外的组织预先指定的。
3)车辆说明部分(VDS)此部分应是VIN代号的第二部分,且应由六位字码组成,如果制造厂不用其中的一位或几位字码位置,应在该位置填入制造厂选定的字母或数字。此部分应能识别车辆的一般特征,其代号及顺序由制造厂决定。
4)车辆指示部分(VIS)
此部分应是VIN代号的最后部分,且应由八位字码组成,其最后四位字码应是数字。如果制造厂选装在此部分标示年份和/装配厂,那么建议用VIS部分的第一位字码指示年份,第二位字码指示装配厂。在标示年份时,推荐采用的代码见下表。

a)字码VIN
代号中仅能采用下列阿拉伯数字和大写的罗马字母:
1 2 3 4 5 6 7 8 9 0 5 A B C D E F G H J K L M N P R S T U V W X Y Z (字母I、O和Q不能使用)
b)分隔符
特定分隔符的选用,由制造厂自行处理,但不得使用VIN代号所用的任何字码(见5条),或可能与VIN中的字码混淆的任何字码。分隔符应用在如7条所述VIN代号每行的末端,也可用在两部分之间。分隔符不能用在文件上。
2、VIN代号的表示
1) 印在文件上的VIN代号应在一行表示,且不要有空格。
2) VIN代号在车辆上或制造厂标牌上显示时,应在一行或两行表示,不要有空格且不分段。
(十一)道路车辆
车辆识别代号(VIN)位置与固定
1、定义 车辆识别代号(VIN)制造厂为了识别而给一辆车指定的一组字码。
2、VIN代号的位置
1) VIN代号应位于车辆的右侧,如果可能的话,还应位于车辆的前半部分。
2) 当出于法规大额需要,VIN代号必须位于能从车外即可读到的位置(以车门关闭状态而言) 时,它应位于乘客舱内风窗立柱的部位。
3) VIN代号应位于易于看到且能防止磨损或替换的部位,所选择的部位应在“用户手册”或此 类出版物上给予说明。
3、VIN代号的固定 为了固定VIN代号,车辆制造厂可在以下两种办法中进行选择。
1) 将VIN代号直接打印在车辆的某个部件上,可以是在车架上,对于无车架车身来说,也可以是某个不易移动或更换的部件上。
2) 将VIN代号打印在一个单独的标牌上,但此标牌须同样永久性固定在1条所述的车辆部件上。
3) 如果制造厂愿意,也允许在一辆车上同时采用以上两种方法。
4) VIN代号上的罗马字母和阿拉伯数字的高度应按以下规定:——如果是按1条直接打印在汽车和挂车(不包括摩托车和轻便摩托车)(车架、车身等部位)上,至少应7mm高。
5) 其它情况至少4mm。
6) VIN代号的字码在任何情况下都应字迹清楚、坚固永久和不易替换。
 终于调整了格式全部粘贴复制完了,这可是在百度精挑细选的啊,各种粘贴截图神马的,真的辛苦啊~希望有车一族能多看看,不被不良商家坑,钱能省点是点儿啊~
终于调整了格式全部粘贴复制完了,这可是在百度精挑细选的啊,各种粘贴截图神马的,真的辛苦啊~希望有车一族能多看看,不被不良商家坑,钱能省点是点儿啊~

- 发表于2013-08-16
- 发表于2013-08-16
很有用啊,这都是细活
- 发表于2013-08-16
好长啊,看着好复杂啊
- 发表于2013-08-16
要是华美能给专门弄个讲座什么的就好了
买了车之后装配也是个麻烦事,事事都得小心注意,不能有一丝马虎,要不麻烦事更多。华美国际汽配城致力于打造成为全呼市最专业的汽配城,那今天就给网友们普及下关于汽车装配的知识吧~希望为您的爱车助力 ~
~
(一)汽车整车装配工艺的定义
1、工艺及装配工艺的概念
产品从取得原材料到制成成品所经过的一切劳动阶段,称为生产过程。生产过程又由加工
过程、检验过程、运输过程、自然失效过程及等待间歇过程等组成。
2、工艺过程的概念
所谓工艺过程就是生产对象在质和量的状态以及外观发生变化的那部分过程,而使之完成
工艺过程的手段、方法、条件被统称为工艺过程。
3、汽车总装配的概念
汽车总装配就是使生产对象在数量、外观发生变化的工艺过程。数量的变化表现为在装配
过程中,零部件、总成的数量在不断增加并相互有序的结合起来。外观的变化表现为零部件、
总成之间有序结合后具有一定的相互位置关系,外形在不断的变化,最后形成一辆汽车。所以,汽车总装配是汽车全部制造工艺过程的最终环节,是把经检验合格的数以千万计的各类零件,按规定的精度标准和技术要求组合成分总成、总成、整车,并经严格的检测程序,确认其是否合格的整个工艺过程。
4、汽车总装配的特点
(1)联接方式多样;
(2)零件种类多、数量大、装配关系复杂,装配位置多样,由此决定了它仍以手工作业为主;
(3)大批量生产。